
At-a-glance View: The manufacturing industry is changing quickly and not just incrementally. The movement toward smart manufacturing technologies represents a fundamental rethinking of how factories operate, how businesses compete, and how products get made. By combining automation and intelligent decision-making with real-time data, smart manufacturing allows companies to run more flexible, efficient, and future-ready operations.
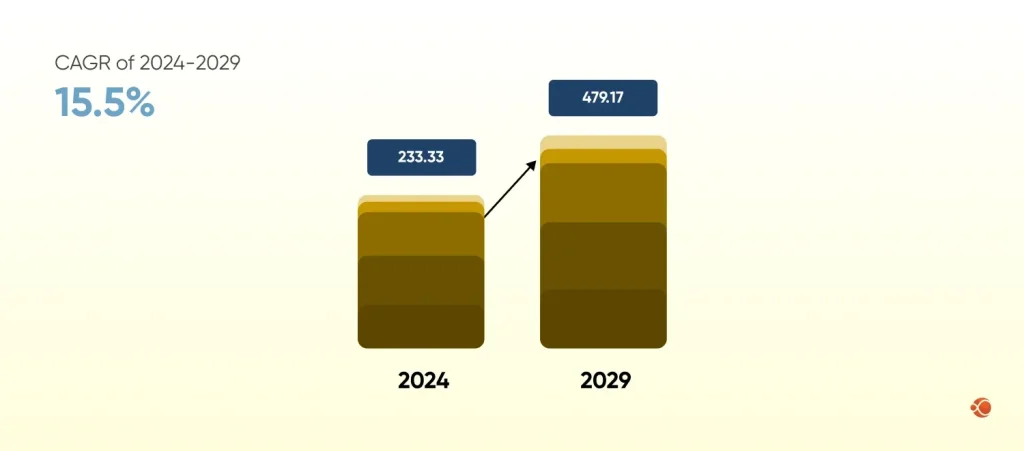
You might already know that global spending on smart manufacturing is headed toward serious numbers. The smart manufacturing market is predicted to reach $479.17 billion by 2029, up from $233.33 billion in 2024 and growing at a CAGR of around 15.5%. That’s not a small shift. It’s an industry-wide transformation.
What’s driving it? Well, mostly pressure is to cut costs without compromising or cutting quality. It keeps up with the demand while dealing with leaner teams. Pressure to stay competitive in markets where your rivals are automating what you’re still doing manually.
This guide breaks down what smart manufacturing actually means in practice:
- The technologies behind it
- The industries already using it
- Real results it delivers
- How companies are getting started
If you’re evaluating smart manufacturing solutions or just trying to understand the space, you’re in the right place.
What Is Smart Manufacturing?
Smart manufacturing is an advanced technology-driven approach that is interconnected to AI powered systems. With intelligent automation, real-time data can be used to make production environments smarter, faster, and more adaptable. It is not just about automating production but also about machines talking to each other and making decisions with little human involvement.
For instance, a traditional factory runs on schedules and experience. A smart factory runs on data and intelligence. Here’s what that looks like in practice:
- Machines know already when they need maintenance, before a failure happens, not after.
- Production lines adjust in near real-time, not based on last week’s report, but on what’s happening right now.
- Any quality-related issues get flagged automatically, often before a defective product even leaves the production cell.
The shift is not just about technology. It’s a different operating philosophy, one that optimizes around outcomes, not fixed processes.
How Smart Manufacturing is different than Traditional Manufacturing
Here’s how the two approaches compare across the factors that actually matter in day-to-day operations:
| Factor | Traditional Manufacturing | Smart Manufacturing |
| Decision Making | Manual, experience-based | AI-driven, data-backed |
| Maintenance | Reactive / scheduled | Predictive, condition-based |
| Production Visibility | Limited, siloed | Real-time, end-to-end |
| Quality Control | Manual inspection | Automated, sensor-driven |
| Scalability | Costly and slow | Flexible and software-enabled |
| Downtime | Unplanned and frequent | Minimized through prediction |
| Energy Management | Inconsistent | Optimized via real-time data |
The shift is not always clean or instant. Most manufacturers live somewhere on this spectrum, with pockets of smart technology alongside legacy processes. The table above is useful as a target state, not a binary judgment of where you are today.
Why Smart Manufacturing Is Gaining Rapid Adoption
Market Demand and Industry Shift
Customer expectations are rising, pushing manufacturers to deliver faster, maintain quality, and control costs, something traditional systems often struggle to manage. Smart manufacturing improves efficiency and visibility, while growing competition is driving faster adoption across industries like automotive, pharmaceuticals, food and beverage, and electronics.
Technology Maturity and Lower Entry Barriers
A few years ago, smart manufacturing felt expensive and experimental. Today, IoT sensors, cloud platforms, AI analytics, and automation tools are more accessible and integration-friendly. This reduces implementation risk and makes adoption realistic even for mid-sized manufacturers.
Data-Driven Decision Making
Manufacturers are recognizing the value of real-time production data. Instead of relying on delayed reports or manual tracking, teams can monitor machine performance, throughput, and quality metrics continuously. This enables faster decisions, early bottleneck detection, and measurable productivity improvements.
Key Smart Manufacturing Technologies
There’s no specific technology that defines smart manufacturing. It’s a stack and how those components work together is what matters most.
| Technology | Major Use Cases |
| Industrial IoT (IIoT) | Continuous data collection, automated alerts, remote equipment monitoring, and real-time production visibility |
| Artificial Intelligence & Machine Learning | Predictive maintenance, computer vision quality inspection, production scheduling optimization, demand forecasting, energy optimization |
| Robotics & Automation | Collaborative robots, precision assembly, repetitive task automation, and hazardous environment operations |
| Digital Twins | Process simulation, stress testing, virtual line changes, operator training, process optimization |
| Cloud & Edge Computing | Real-time control, low-latency processing, AI model training, scalable data storage, historical analysis |
| Big Data & Advanced Analytics | Demand forecasting, energy analysis, supplier performance tracking, quality factor identification |
Industrial IoT (IIoT)
The IoT in smart manufacturing is the connective tissue. Sensors attached to machines, storage environments, conveyor systems, and tools continuously collect data such as temperature, vibration, and pressure.
What IIoT makes possible in smart manufacturing:
- Continuous data streams that feed into AI models and analytics
- Automated alerts when parameters drift outside acceptable ranges
- Remote monitoring of equipment health across the whole facility
- Real-time visibility across multiple production sites from a single dashboard
In large facilities or multi-site operations, that kind of connected visibility changes how operations teams function day to day.
Artificial Intelligence and Machine Learning
Artificial intelligence in smart manufacturing is where data gets turned into decisions. ML models trained on historical production data can predict equipment failure, detect quality anomalies, optimize scheduling, and flag inefficiencies the human eye would never catch.
It’s worth understanding the broader range of applications here, from models producing optimized production plans. Generative artificial intelligence services are increasingly finding their way into manufacturing workflows, helping teams generate simulation scenarios, test new designs, and model outcomes before committing real resources.
Major AI applications in smart manufacturing include:
- Predictive maintenance — forecasting equipment failure before it occurs
- Computer vision quality inspection — automated defect detection at line speed
- Production scheduling optimization — AI-generated shift and run plans
- Demand forecasting — aligning production volumes with actual market signals
- Energy optimization — reducing idle consumption and shifting loads intelligently
Robotics and Automation
The robots in smart manufacturing are not only doing repetitive task, they are also working together with humans, adjusting to differences in product types, and working in conditions that are hazardous to humans. Collaborative robots assist workers on assembly lines, performing precision work while humans are responsible for overseeing and making judgments.
Digital Twins
A digital twin is like a virtual copy of a physical asset or process, kept in sync with real-world sensor data. And manufacturers use digital twins to:
- Run stress tests on equipment configurations without production disturbances
- Simulate line changes before implementing them physically
- Optimize process parameters in software first, then apply them to the real line.
- Train operators on new equipment and workflows in a risk-free virtual environment.
You’ll see how this has been heavily used in automotive, aerospace, and complex process manufacturing, where trial-and-error on physical systems is simply too expensive.
Cloud & Edge Computing
Cloud platforms give manufacturers scalable data storage and processing power. While edge computing brings that processing closer to the machines, critical when milliseconds matter and latency cannot be tolerated.
The best operational technology for smart manufacturing usually combines cloud for historical analysis, AI models training, and edge for real-time control and immediate response. Neither alone gets you all the way there.
Big Data and Advanced Analytics
Smart factory technologies generate huge data volumes that a human team cannot analyze. Advanced analytics platforms apply machine learning, visualization tools, and statistical models to turn raw data into actionable production intelligence.
What manufacturers are actually doing with it:
- Demand forecasting to reduce inventory costs and overproduction
- Energy consumption analysis to meet sustainability targets
- Supplier performance tracking to reduce supply chain risk
- Identifying which process variables most affect output quality
The data has always existed in some form. Smart manufacturing makes it usable quickly at the time of important decisions to be taken.
Partner with our software experts to build secure, scalable, and data-driven smart factory solutions tailored to your operations.
Contact UsHow Smart Manufacturing Works in Real Production Environments
Connected Machines and Systems
Smart manufacturing begins with connectivity. Every sensor, machine, and system on the floor needs to communicate using common industrial protocols, such as MQTT (Message Queuing Telemetry Transport), OPC-UA (Open Platform Communications Unified Architecture), and similar standards. Once connected, those systems become a single data ecosystem rather than isolated equipment doing its own thing.
Getting there usually involves three layers:
- Device layer: sensors, PLCs(Programmable Logic Controller), actuators, and edge gateways on the factory floor
- Connectivity layer: protocols and middleware that standardize how data moves between platforms and devices
- Application layer: analytics platforms, dashboards where data becomes decisions, and AI systems
Real-Time Data Monitoring
Production teams get live dashboards showing machine health, throughput rates, energy use, and quality metrics simultaneously. Alerts trigger when parameters drift outside acceptable ranges. Supervisors can spot a developing issue in a single production cell without walking the floor.
Businesses scaling these capabilities are choosing to hire AI developers who specialize in industrial applications, as well as development teams that understand both the AI layer and the operational technology it needs to integrate with.
Intelligent Decision Making
This is where smart manufacturing earns its name. When data from connected machines flows into AI systems trained on production patterns, the factory gains a kind of operational intelligence. An AI system doesn’t just report what happened, it recommends what to do next and acts accordingly.
- A quality alert fires when an upstream process produces out-of-spec inputs.
- A scheduling adjusts when a machine shows early signs of wear.
- The line slows before a failure happens, and not after, because the system notices first.
That is the main value proposition. Not just data. Action, triggered by data, at a speed humans alone can’t match.
Major Benefits of Smart Manufacturing Technologies
Increased Operational Efficiency
Production managers can see exactly where throughput is lost and intervene early. In most real-world deployments, overall equipment effectiveness (OEE) improves by 15-25% within the year of full deployment.
Where efficiency gains tend to show up first:
- Reduced idle time between production runs
- Better resource allocation
- Faster changeovers
Reduced Downtime with Predictive Maintenance
Unplanned downtime is one of the most expensive problems in manufacturing. Predictive maintenance enables the maintenance team to act before failures occur. So, it’s like you’re not replacing parts on a calendar schedule; you’re replacing them when the data says it’s time.
The result: longer equipment lifespan, fewer emergency repairs, and maintenance windows planned around production schedules rather than disrupting them.
Better Product Quality and Consistency
Automated quality inspection systems detect defects faster and more reliably than manual processes. Computer vision cameras inspect hundreds of units per minute. Any deviation from spec triggers an immediate response, often before a defective product leaves the production cell.
Benefits here include:
- Lower defect rates and rework costs
- Consistent quality across high-volume runs
- Faster response to process drift before it affects large batches
- Full traceability, every unit linked to its production conditions
Cost Optimization and Resource Efficiency
Smart manufacturing systems simultaneously reduce raw material waste, energy consumption, and labor overhead. The role of AI in digital transformation is particularly evident here; AI in manufacturing helps with scheduling and demand planning, enabling manufacturers to produce closer to what’s actually needed, which reduces carrying costs and reduces overproduction.
Real-World Use Cases of Smart Manufacturing Across Industries
Automotive Manufacturing
The automakers were the early adopters of smart manufacturing and remain the benchmark. Here’s what smart manufacturing looks like at scale in automotive:
- Assembly lines operating with robots 24/7 and AI-driven quality control at every station
- Digital twins of entire production plants are being used to model line changes before execution
- Predictive maintenance of thousands of pieces of equipment, cutting unplanned downtime to almost zero
- Live integration of supply chains, assembly lines that change automatically when parts supply changes
Car manufacturers such as BMW (BMW iFACTORY) and Toyota have implemented digital twins at the facility level. The insights gained from these implementations are currently shaping the design of the next generation of factories.
Electronics and Semiconductors
Semiconductor fabrication demands extreme precision, like tolerances are measured in nanometers, cleanroom environments, and processes transform a raw silicon wafer into a fully functional microchip. Smart manufacturing systems monitor each variable continuously and catch process drift before it affects yield.
Another area where blockchain technology is being increasingly adopted in the electronics industry is in the supply chain, where component traceability is being made possible. Companies that are researching in this area hire blockchain developers to develop systems that can track components from the supplier to the end product.
- AI-driven wafer inspection systems that examine defects faster and more accurately than manual review
- Automated process control, adjusting parameters in real time to maintain yield targets
- Predictive yield modeling, identifying which upstream variables most affect final chip quality
Healthcare and Medical Devices
In medical device manufacturing, traceability isn’t optional; it’s regulatory. Every process step, component, and inspection result needs documentation. Smart manufacturing systems automate that documentation while monitoring sterile environments, batch consistency, and equipment calibration.
What smart manufacturing particularly delivers in this sector:
- Automated batch records, complete production documentation without manual data entry
- Real-time environmental monitoring in cleanrooms and sterile production areas
- AI-driven anomaly detection for processes where out-of-spec conditions affect patient safety
- End-to-end traceability linking finished devices back to raw material lots
Food & Beverage Manufacturing
Batch traceability, temperature monitoring, compliance documentation, and contamination detection- smart manufacturing addresses all of it. IoT sensors track cold chain conditions continuously. Vision systems inspect labelling and packaging automatically. And when a quality issue surfaces, smart systems can trace it to the exact batch and input lot in minutes rather than days.
- Cold chain monitoring with real-time alerts for temperature excursions
- Automated allergen and contamination detection via sensor fusion and vision systems
- Waste reduction through AI-optimized production scheduling and inventory management
Challenges in Smart Manufacturing Adoption
Legacy System Integration
Most factories weren’t built for connectivity. Older equipment uses proprietary protocols or none at all. Getting a 20-year-old CNC (Computer Numerical Control) machine to share data with a modern analytics platform requires middleware, replacement, or purpose-built retrofit solutions, none of which are quick or cheap.
The usual integration challenges include:
- Data quality issues, such as dirty, incomplete, and inconsistently formatted machine data
- Organizational silos between OT (Operational Technology) and IT (Information Technology) teams, who’ve historically operated independently
- Hardware and software limitations in legacy equipment that restrict real-time connectivity and data exchange
Cybersecurity Risks
Connecting operational technology to IT networks creates attack surfaces that didn’t exist before. A malware attack on a connected factory can stop production lines within minutes. Hence, smart manufacturing strategies need security architecture built in from the start, not added after.
Companies modernizing safely should understand how artificial intelligence software development services can be applied to threat detection and anomaly monitoring, using AI to catch unusual network behavior before it becomes a breach.
- Network segmentation between OT and IT environments
- Continuous monitoring of industrial control systems for anomalous activity
- Zero-trust access models for remote maintenance and third-party connections
Workforce Skill Gap
Smart manufacturing needs people who understand both data and operations. That combination is genuinely rare. Maintenance technicians who can interpret ML model outputs, engineers who can configure IIoT deployments, and operators who can work alongside AI systems. The talent pipeline for all of these roles is still catching up to demand.
Implementation Costs
The upfront investment in software platforms, sensors, connectivity infrastructure and integration work is real. For smaller manufacturers, the business case needs careful construction. The good thing is that modular approaches that begin with one production line or one key use case let businesses build confidence and ROI before committing to facility-wide rollouts.
Future Trends in Smart Manufacturing
AI-Powered Autonomous Operations
The future is factories that configure themselves. AI systems that don’t just recommend actions but execute them, like adjusting machine parameters, ordering parts automatically, and rerouting production flows.
Lights-out manufacturing is already a reality in some sectors. Businesses serious about this direction should explore how to build smarter enterprises with AI, moving from point solutions toward integrated, AI-orchestrated operations where the whole system learns and improves over time.
What to watch in autonomous operations:
- AI-powered supply chain coordination that anticipates demand shifts before they hit
- Self-optimizing production lines that adjust parameters without human input
- Autonomous quality management that closes the feedback loop between process control and inspection
Digital Twin Expansion
Digital twins began with individual equipment, but they are now being applied to entire production lines, plants, and even supply chain networks.
With the ability to model your entire business in the digital world, scenario planning becomes even more powerful:
- What if a supplier goes down?
- What if we introduce a new product line?
- What if we adjust our shift patterns to match our forecast of demand?
It manages to address all such concerns without setting foot in the physical world.
Sustainable and Green Manufacturing
Sustainability is no longer a PR positioning but an operational necessity. Smart manufacturing systems monitor energy use, emissions, water use, and material waste in real-time to provide the data manufacturers need to achieve ESG (Environmental, Social, and Governance) goals.
- Real-time waste tracking
- AI-optimized energy scheduling
- Carbon footprint monitoring across facilities and supply chains
The manufacturers hitting their sustainability commitments are those with smart systems that make the data visible enough to act on.
How Businesses Can Start Their Smart Manufacturing Journey
Assessment and Strategy Planning
Begin with an honest audit of where you are. Where is quality variability highest? Which production lines have the most downtime? What data do you already have, and what would you need to collect? The answers shape a roadmap specific to your operation, not a generic technology wishlist.
A starting point assessment covers:
- Existing data infrastructure: what’s already being collected, and what’s the quality?
- Current OEE baseline: where are you losing productive time?
- Technology readiness: which systems are IIoT-ready and which need replacement or retrofit?
- Top 3 operational pain points
- Downtime
- Quality escapes
- Energy costs or yield loss
Choosing the Right Technology Stack for Smart Manufacturing
There is no particular right answer here, and any vendor who tells you otherwise is selling something. The right stack depends on your existing infrastructure, team’s capabilities, production environment, and your specific use cases.
Smart manufacturing technology selection should prioritize:
- Interoperability standards: OPC-UA, MQTT, and open APIs over proprietary lock-in
- Integration with existing MES and ERP systems, minimizing rip-and-replace
- Scalability, platforms that can grow with you, not just solve today’s problem
- Vendor support for industrial environments, not just an enterprise IT background
Partnering with a Smart Manufacturing Development Company
This is where the most successful implementations differ from the unsuccessful ones. Technical expertise matters more than domain knowledge. A development partner who understands manufacturing operations, not just software, can translate operational goals into technical requirements that actually hold up on the factory floor.
Look for a manufacturing software development company with demonstrated experience in industrial IoT integration, AI system deployment in operational technology environments, and real manufacturing use cases, not just case studies that look good on a slide deck.
Why Choose CMARIX for Smart Manufacturing Solutions
CMARIX has built a track record delivering smart manufacturing solutions that connect operational reality with digital capability. The development team understands both sides of that equation, the factory floor and the software stack that supports it.
What working with CMARIX looks like in practice:
- End-to-end IIoT integration, connecting legacy and modern equipment to unified data platforms
- Digital twin implementation for simulation, planning, and operator training
- Phased deployment strategies that deliver ROI early while building toward full transformation.
- Cybersecurity architecture for OT/IT convergence environments
- AI model development for quality inspection, predictive maintenance, and production optimization
From initial assessment through deployment and ongoing optimization, CMARIX works as a technical partner, not just a vendor delivering a product and moving on.
Final Thoughts
Smart manufacturing is not the future anymore, it’s the present. The manufacturers winning today have moved past whether to modernize and or focus on how fast. You don’t need to change everything at once. A targeted IIoT deployment on critical equipment, an AI-powered quality inspection on your most defect-prone line, or any of these delivers real ROI while laying the groundwork for more.
What smart manufacturing really does is provide you with information fast enough to act on it. In markets where margins are thin and expectations keep rising, that’s a genuine competitive advantage, and the gap between companies that have it and those that don’t keeps widening.
FAQs on Smart Manufacturing Technology
What are the key technologies used in smart manufacturing?
The key technologies employed in smart manufacturing are IIoT machine connectivity, digital twin simulation, robotics execution, AI/ML decision-making, and cloud and edge computing for data processing. These are most effective when used together as a comprehensive solution suite, rather than as stand-alone point solutions.
What are common AI use cases in manufacturing?
Computer vision quality inspection, predictive maintenance, production scheduling, energy management, demand forecasting, and anomaly detection. Generative AI is also emerging for design optimization and simulation planning.
How does smart manufacturing reduce costs?
Fewer unplanned downtimes, less material waste, reduced energy use, and fewer quality escapes, simultaneously. In most targeted deployments, ROI can be expected within 12-24 months, with predictive maintenance paying for itself after the first failure is avoided.
Is it suitable for small manufacturers?
Yes, begin with one line, one machine, or one problem. The economics have improved enough that meaningful deployments are accessible at almost any scale, no enterprise budget required.
How long does implementation take?
A targeted predictive maintenance deployment can go from assessment to production in 6–12 weeks. A full facility transformation typically runs 18–36 months, delivered in phases. Phased rollouts are almost always the smarter path, lower risk, and early wins fund what comes next.



